
Based on the existing process, how we can achieve another breakthrough in efficiency through deeper technological innovation has become the focus of the industry.
The deep application of continuous flow technology is the core path for efficiency improvement. In the production of chemical industry companies' lidocaine raw materials, the microchannel reactor enhances mass transfer efficiency through nano-scale channel design, reducing the reaction time from minutes to seconds and minimizing solvent usage and waste emissions. The modular continuous flow platform supports rapid switching of production specifications, adapting to multi-variety and small-batch demands, and improving equipment utilization.
The upgrade of intelligent control systems promotes precise efficiency regulation. After integrating AI algorithms into lidocaine raw material production, real-time optimization of reaction parameters can be achieved. Machine learning models analyze historical data to predict the optimal combination of temperature, pressure, and flow rate; the adaptive control module dynamically adjusts the process based on raw material characteristics, reducing human error and improving batch consistency.
The integration of green manufacturing technologies helps achieve a win-win situation of efficiency and environmental protection. In the synthesis of chemical industry companies' lidocaine raw materials, bio-based solvents are used to replace traditional organic solvents, reducing environmental load; membrane separation technology enables efficient solvent recovery, reducing fresh solvent consumption; the waste heat recovery system uses the reaction heat for preheating the feedstock, lowering energy consumption. These technologies make the production process comply with green pharmaceutical standards while enhancing economic efficiency.
The strengthening of the quality risk pre-control system ensures the guarantee of production efficiency. Lidocaine raw materials establish a full-process quality risk pre-control network, implementing active monitoring from raw material selection to product packaging. Process analytical technology monitors key quality attributes in real time, such as impurity profiles and content stability; statistical process control predicts potential deviations through data trend analysis and intervenes in advance to avoid production disruptions.
The optimization of equipment maintenance strategies supports long-term efficient operation. The equipment of chemical industry companies' lidocaine raw materials adopts predictive maintenance technology, using vibration analysis and oil quality detection to predict equipment failures, arranging maintenance plans in advance; modular equipment design supports rapid replacement of wear parts, reducing downtime; standardized operating procedures ensure the quality of equipment maintenance, extending equipment lifespan.
In conclusion, lidocaine raw materials have achieved another breakthrough in production efficiency through the deep application of continuous flow technology, the upgrade of intelligent control systems, the integration of green technologies, the strengthening of quality risk pre-control, and the optimization of equipment maintenance strategies. This focus on efficiency improvement through technological innovation not only reduces production costs but also drives the chemical industry companies' lidocaine raw material industry to continuously upgrade towards efficiency, green, and intelligent directions, injecting new momentum into the high-quality development of the pharmaceutical industry.



Messages populaires
-
 12 najkrajších vianočných rozprávok a komédií, ktoré by ste si s deťmi mali pozrieť
Par Martin Zich
12 najkrajších vianočných rozprávok a komédií, ktoré by ste si s deťmi mali pozrieť
Par Martin Zich -
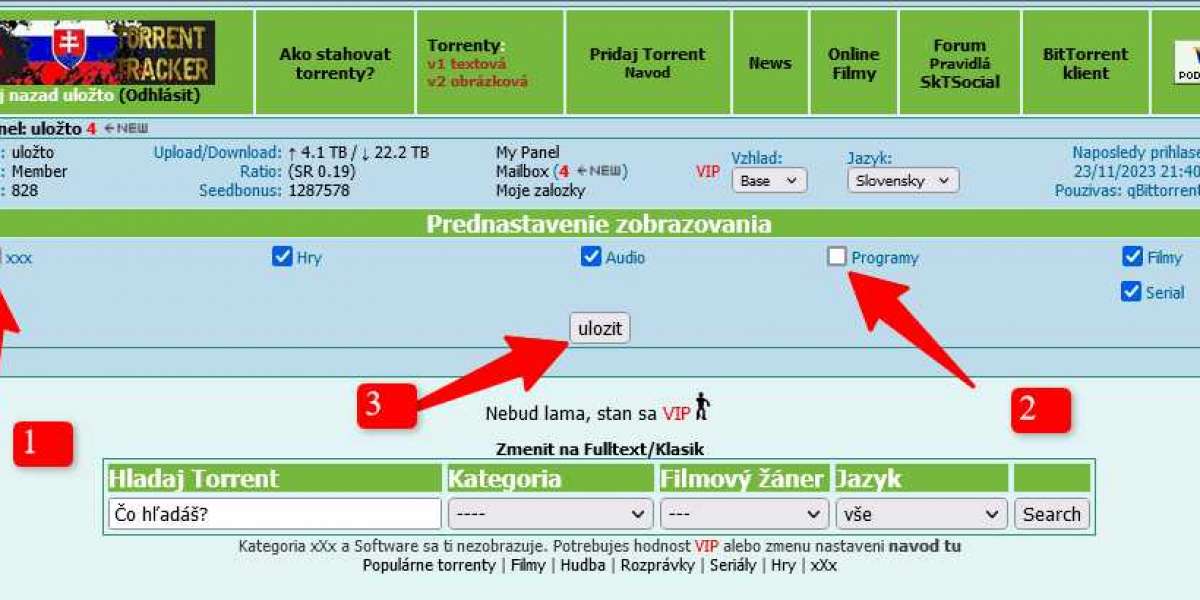 Nastavenie kategorii zobrazovania (zapnutie XXX a Software)
Par Martin Zich
Nastavenie kategorii zobrazovania (zapnutie XXX a Software)
Par Martin Zich -
 Community Hobbies in Dubai Meetups for Every Interest and Passion
Par jukulim lao
Community Hobbies in Dubai Meetups for Every Interest and Passion
Par jukulim lao -
 Strážci Galaxie celá filmová séria v jednom blogu (2014-2023)
Par Martin Zich
Strážci Galaxie celá filmová séria v jednom blogu (2014-2023)
Par Martin Zich -
 gates of olympus game
Par sasafarben
gates of olympus game
Par sasafarben





